

 当前位置:
当前位置:辊弯成型异形管角部硬度变形规律的研究
主题词:辊弯成型异型管加工硬化应力分析


通过以上的图表数据可以分析出如下结果:
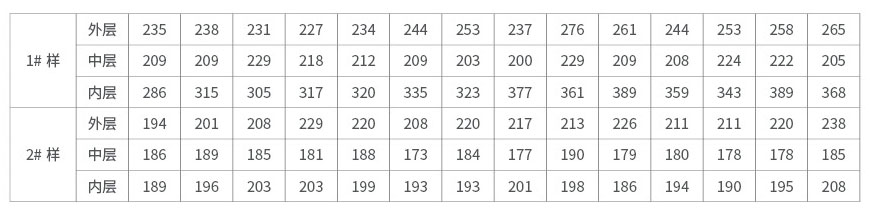
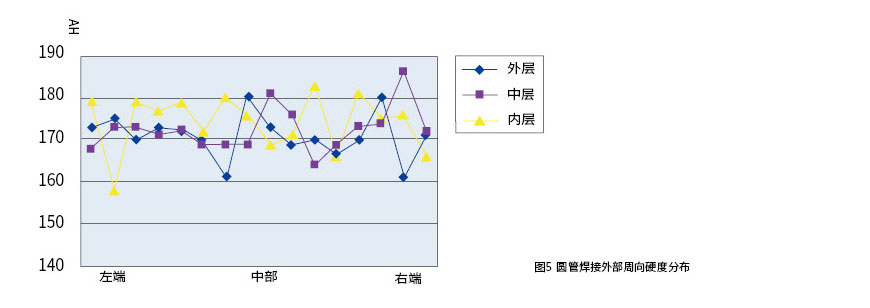
比较1#、2#式样的硬度,1# 式样的硬度值高于2#试样,主要是因为1#试样在变形过程中有弯曲部分,变形量较2#试样大,由于加工硬化作用使Hv1#> Hv2#, 且在1#、2#试样中,Hv内> Hv外> Hv中>;就1#、2#试样相比, 2#的硬度分布均匀,1#硬度外层起伏较大,这主要是因为1#是角部,变形量大,内外表层表面应力状态不同。外表面为拉应力,内表面为压应力。内层二向压应力使微观晶粒组织变的细小致密,由于晶粒细化作用则内层硬度最高;在外层受两向拉应力,使之微观结构变得细长,内应力增加,硬度也较高;而中部由于是冷弯生产,只有最外层扎辊施力使之变形,因此弯曲变形作用-般渗透不到中层,故硬度也较低,使之从断面上看,内、中、外变形不均,硬度呈现内高,外次之,中心层最小现象。就成品与原料相比,原料硬度分布均匀,,成品分布不均匀且硬度值较高,同样还是由于加工硬化,金属流动不均匀性造成的。其平均的硬度差值如下:
| 内表层: Av方矩型管-Av 圆管=158 |
 |
| 外表层: Av方矩型管-AV 圆管=90 | |
| 中心层: Av方矩型管-AV 圆管=52 | |
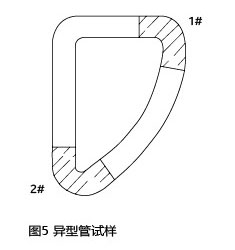
| 对于复杂截面的异型管(如图6所示) | |
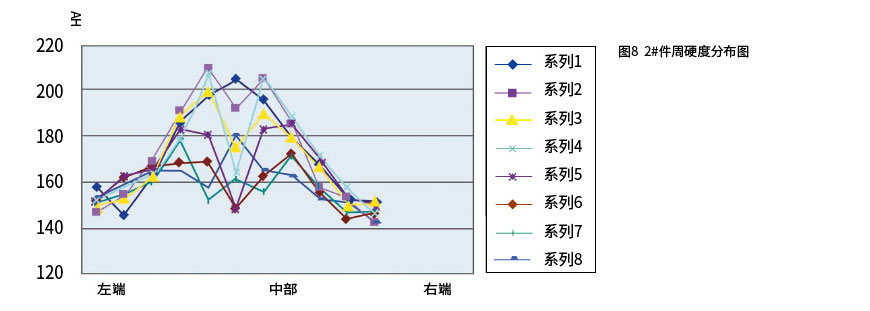
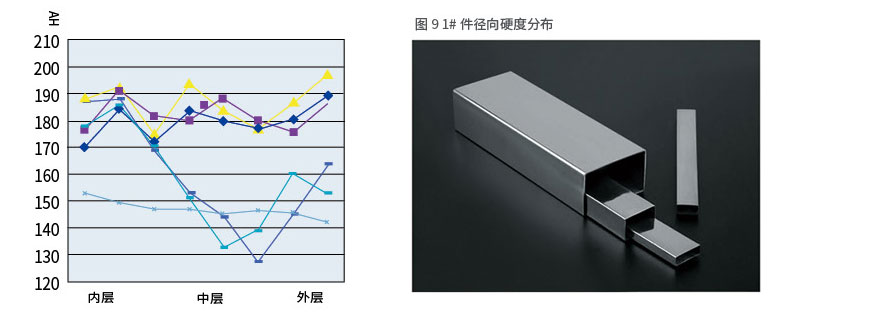
| 角部硬度分布情况见下面7、8、9、10和表3、4 |
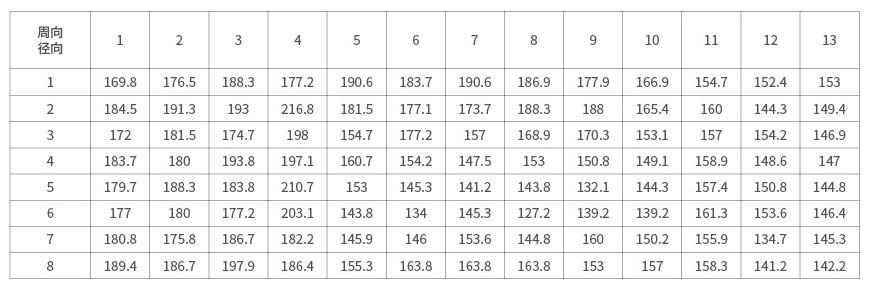
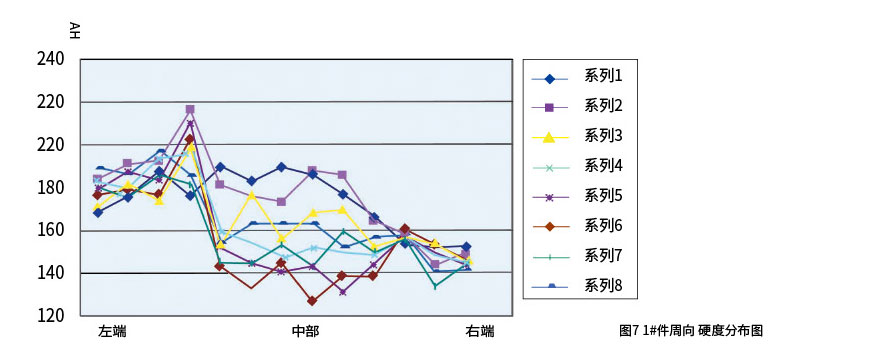
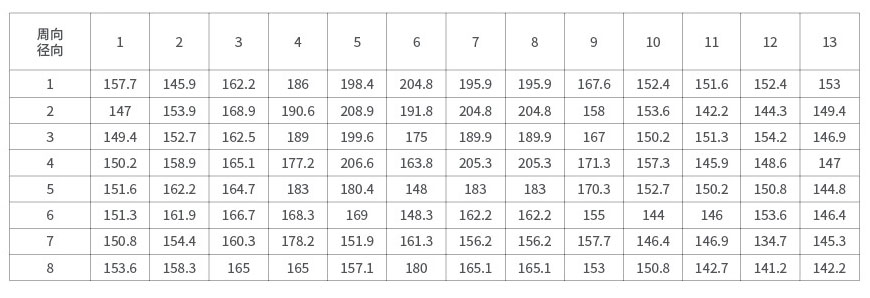
表4 2#样周向及径向硬度分布表
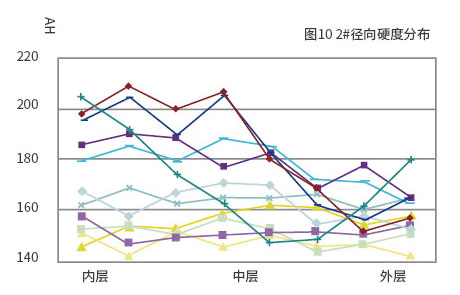 |
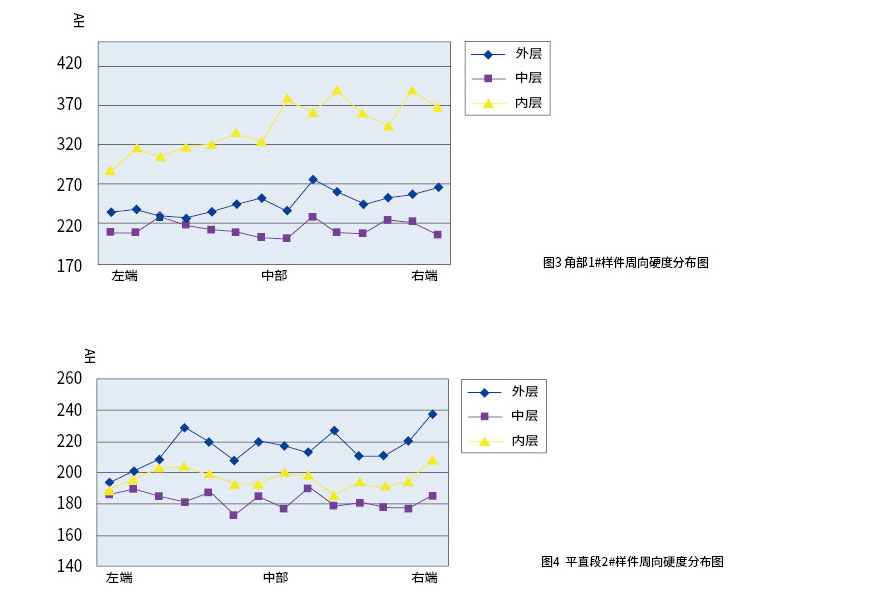
由以上图表可见大变形的异型管较普通的方矩型管硬度 分布规律性不明显。1# 样件其角部近90度变形量较2# 样件小,其规律较明显,周向硬度排布为:内层硬度>外 层硬度>中心层硬度,而变形量较大的2#样件它的周向 硬度分布较杂乱,总的趋势为:内层硬度>外层硬度> 中心层硬度。其间各层间硬度大小有交叉现象,主要是因 为变形量过大,金属流动不均匀。 |